
ESR Teknolojisi İle Çelik Üretimi
TAKIM ÇELİKLERİ ÜRETİMİNDE KULLANILAN ESR YÖNTEMİNİN METALURJİK KARAKTERİZASYONU
THE METALLURGICAL CHARACTERIZATION OF ESR METHOD USED IN TOOL STEEL PRODUCTION
Murat AYDIN, Metalurji ve Malzeme Mühendisi, İstanbul, Türkiye
AYBİTAK, Çelik Teknolojileri Araştırma Departmanı
Özet
Elektro Curuf Altında Ergitme/ Elektro
Schlacke Umschmelzen (ESU)/ Elektro Slag Remelting (ESR), yıllar önce VIM
ingotlarının katılaşma mikroyapısını rafine etmek için alternatif bir proses
olarak ortaya çıkmıştır. İstenilen çelik kalitesindeki elektrot, klasik
usullerle elde edildikten sonra, su ile soğutulan bakır bir pota içinde,
kimyasal aktif bir curuf tabakası altında hava ile temas ettirilmeden
ergitilir. Bu prosesin en önemli özelliği aşağıdan yukarıya doğru yönlendirilmiş
katılaşma mikroyapısı elde edilebilmesidir.
Yüksek dayanımlı ve homojen bir
yapıya sahip olan ESR çelikleri daha homojen ve daha küçük taneli bir yapıya
sahip olmalarının yanında homojen bir karbür dağılımı gösterirler. ESR
ingotlarında mikroyapıdaki homojenlik, segregasyon ve porozitenin olmayışı daha
sonraki deformasyon işlemlerinde önemli avantajlar sağlar.
Anahtar Kelimeler: İngot, curuf, mikroyapı, segregasyon, karbür, porozite
Abstract
Elektro Schlacke Umschmelzen (ESU) / Elektro Slag Remelting (ESR), has been emerged long since as an alternative process to refine the solidification microstructure of the VIM ingots. The electrode in required steel quality is acquired by the conventional methods then it is melted under a chemically active slag layer in a water-cooled copper pot without coming into contact to air. The most important feature of this process is the availability of bottom-up oriented solidification structure to be acquired.
The ESR steels which have high
strength and homogenous structure show a homogenous carbide distribution as
well as have more homogenous and smaller grained structure. Absence of
homogeneity, segregation and porosity in microstructures of ESR ingots provide
significant advantages on subsequent deformation processes.
Keywords: Ingot, slag, microstructure, segregation, carbide, porosity
1.Giriş
Çelik üretiminde her geçen gün
daha kaliteli ve daha üstün özelliklere sahip ürün elde etmek ana hedeftir. Bu
amacı gerçekleştirmek için; Elektro Curuf Altında Ergitme/ Elektro Schlacke Umschmelzen
(ESU)/Elektro Slag Remelting (ESR) olarak adlandırılan çelik üretiminde,
havacılıkta, termik ve nükleer enerji santrallerinde, savunma sanayisi gibi
kritik uygulamalarda kullanılan nitelikli alaşımların ergitilmesi ve
saflaştırılması için geliştirilen ve kullanılan sistem uygulanmaya başlamıştır.
1928-1942 yıllarında ilk defa Amerikan patentini alan Armstrong ve Hopkins
tarafından geliştirilmiştir, ilk yıllarda önem kazanmayan bu sistem 1950 - 1960
yıllarında geliştirilen curuf altında kaynak metodu sonucu tekrar önem
kazanmıştır. Son 10 yıl içerisinde batı, son yıllarda ise dünyada çok sayıda
işletme tarafından kullanılır hale gelmiştir.
2. Elektro Curuf Ergitme / ESU/ ESR Prosesi
İstenilen çelik kalitesindeki
elektrot, klasik usullerle elde edildikten sonra su ile soğutulan bakır bir
pota içinde, kimyasal aktif bir cüruf tabakası altında hava ile temas
ettirilmeden ergitilmesi işleminden ibarettir. Eritme işi için transformatörün
sekonder uçları taban plakasına ve ergitilecek elektrota bağlanır. Taban
plakası da bakırdan yapılmıştır ve su ile soğutulmaktadır. Elektrot ile taban
plakası arasından geçen elektrik akımı curuf tabakasından geçerken curufun
direnç vazifesi yapmasından dolayı ısı meydana gelir. Bu ısı ile eriyen cürufta
1800- 2000 oC sıcaklık doğar. Bu sıcaklık elektrot ucunun ergimesine
imkân sağlar. Elektrot ucunun ergimesi ile meydana gelen damlalar curuf
tabakasından geçerken bir kimyasal reaksiyon sonunda safsızlıklar ve
inklüzyonlardan temizlenir yani rafinasyon işlemi olur. Bundan sonra tabana
iner ve derhal katılaşır. Metal ve cüruf arasındaki yoğun reaksiyonlar sülfür
ve metal dışı atıkların toplanmasında önemli sonuçlar ortaya koyar. Geriye
kalan kalıntılar çok azdır ve ergitilmiş ingotun içinde dağılmışlardır. Şekil 2.1.
Konvansiyonel (a) ve ESR (b), üretimde ingot katılaşması gösterimi
.png)
Şekil 2.1. Konvansiyonel (a) ve
ESR (b), üretimde ingot katılaşması gösterimi.
ESR prosesinin diğer bir özelliği
ise ingotun aşağıdan yukarıya kontrollü katılaşmasıdır. Boşlukların ve ayrık
bölgelerin yokluğuyla birlikte makro yapının oldukça yüksek yoğunluklu ve
homojen olduğu gözlenir, ingotun homojen olması mekanik özelliklerin sıcak
şekillendirme sonrasında enine yönlerde de üniforrn özellikte olmasını sağlar.
Çünkü makro büyüklükteki farkların veya metalik olmayan kalıntıların
giderilmesi, heterojensizliğin ortadan kalkmasıyla ingot malzemedeki fiziksel
ve mekanik özellikleri artırır, Buna ek olarak bu prosese özgü ESR ingotunun
temiz ve düzgün yüzeyli üretimi maliyetini azaltmakta, yüzey işlemlerini ve
sıcak şekillendirme öncesi yapılacak işlemleri kısaltmaktadır. Şekil 2.2. Konvansiyonel
ve ESR yöntemiyle üretilmiş 1.2343 sıcak iş takım çeliğine ait ingot katılaşması
ve ingotta meydana gelen Mo ve Cr mikrosegregasyonu verilmiştir.
.png)
Şekil 2.2. ESR (a) ve konvansiyonel
(b) yöntem ile üretilmiş 1.2343 sıcak iş takım çeliğinde ingotta Mo ve Cr
mikrosegregasyonu.
3. İnklüzyonlar
ASTM, E7’ ye göre, inklüzyon,
mekanik olarak tutulan oksit, sülfit, silikat ve benzeri katılaşma sırasında
oluşan veya katı metal içinde katılaşma sonucu oluşan empüritelerin
partikülleridir. ASTME-45'e göre, inklüzyon tipleri ve seviye farklılıkları esasına
göre A, B, C ve D olarak ayrılmaktadır. İnklüzyonlar, “İç Kaynaklı” ve “Dış
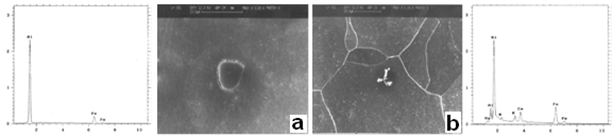
Kaynaklı” olmak üzere ikiye ayrılırlar. Şekil 3.1. Alümina (a) ve silika
(b) türü inklüzyona ait EDX analizi ve SEM mikroyapı görüntüsü verilmiştir.
4. ESR Prosesinde Kullanılan Curuf
Çeşitleri ve Özellikleri
ESR prosesindeki metalurjik
reaksiyonların yönü ve kapsamı çelik bileşimi, kullanılan curuf ve ortamla
(inert gaz; hava, vs) kontrol edilmektedir. Prosesinin başlıca özelliği curuf
banyosu olup malzemedeki tüm kalıntıları elektro metalurjik işlemlerle taşıması
beklenmektedir. Sıvı metal sürekli taşınımlarla curufun içinde yerini alır. Bu
taşınım sonucu, kinetik ve termodinamik koşullar curufun ve metalin bileşimini
değiştirir. Bu planlı taşınımı gerçekleştirmek için curufun bileşimi iyi analiz
edilmelidir. Curuf için yapılabilecek tanım:
Ergime noktası malzemeninkinden
düşük olmalıdır.
Elektriksel anlamda iletken
olmalıdır
Viskozitesi tekrar ergimeye uygun
olmalıdır.
Kompozisyonu istenilen
reaksiyonlardaki gibi olmalı, yani sülfür ve oksitler curufa geçmelidir.
5. Endüstriyel Örnekler
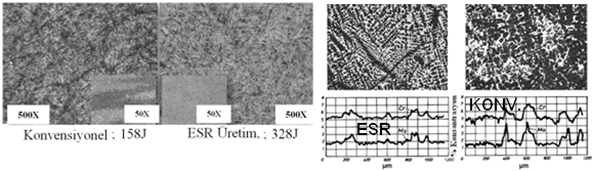
Yüksek dayanımlı ve homojen bir
yapıya sahip olan ESR çelikleri daha homojen ve daha küçük taneli bir yapıya
sahip olmalarının yanında homojen bir karbür dağılımı göstermesi ile de ön
plana çıkmaktadır. Şekil. 5.1. (a,b) bir
soğuk iş takım çeliğinde konvansiyonel ve ESR üretim sonrası mikroyapıdaki
karbür dağılımı gösterilmiştir. ESR üretim yöntemine sahip çelik daha küçük ve
daha homojen bir karbür dağılımı yapısına sahiptir. Bu durum gerek sıcak
şekillendirme gerekse de ısıl işlem sırasında avantaj sağlamaktadır.
Şekil. 5.1. (c,d) benzer kimyasal
kompozisyonlara sahip paslanmaz plastik kalıp çeliklerine ait mikroyapı
karşılaştırması verilmiştir. Soldaki mikroyapı; haddeleme / dövme yönüne paralel
geniş bloklu karbürler (beyaz alanlar) içerir. Sağdaki mikroyapı ESR işlemi
uygulanmış çeliğe aittir. Karbürler düzgün dağılmış ve nispeten daha incedir.

Şekil 5.1. ESR ve Konvansiyonel üretime ait karbür dağılımı; soğuk iş takım çeliğinde; Konvansiyonel üretim(a), ESR üretim (b). Paslanmaz özellikli plastik kalıp çeliği mikroyapısı; Konvansiyonel (c), ESR (d).
Aşağıda Şekil 5.2’de verilen
1.2344 Konvansiyonel yöntemle ve ESR yöntemiyle üretmiş sıcak iş çeliklerinin
makro dağlama sonrası kesit görüntüsü ve ESR işlemi uygulanmış ve uygulanmamış
H13 çeliklerinin sertleştirilmiş ve 44-46 HRC temperlenmiş mikroyapı görünümleri
ve kırılma enerjileri ile ingot mikrosegregasyonu verilmiştir.
Şekilden de anlaşıldığı üzere,
ESR yöntemiyle üretim kırılma enerjisi ve mikroyapı açısından konvansiyonel
üretime göre daha yüksek ve gelişmiş özellikler göstermektedir. Mikroyapı ve
dolayısıyla mekanik özelliklerin bu derece gelişmiş olması ESR yöntemiyle
üretilmiş çeliklerin cazibesini artırmakta ve kullanıcı için daha güvenli bir
takım yada kalıp yapımına olanak sağlamaktadır.
Şekil 5.2. 1.2344 / H13 çeliğine
ait konvansiyonel üretim ve ESR üretim yöntemine ait mikroyapı, mekanik özellik
ilişkisi ve ingotta Mo ve Cr mikrosegregasyonu.
Son dönemlerde kullanılan, daha
temiz yapıda çelik üretmeyi sağlayan yöntemler olan; ESR ve VAR, konvansiyonel
ve EFS yöntemine göre çok daha yüksek özellikler göstermektedir. Aşağıdaki Şekil
5.3.’te metal enjeksiyon yöntemi ile bilgisayar parçası üretimi; üretim
yöntemi- kalıp/takım ömrü ilişkisini gösteren bir örnek verilmiştir.
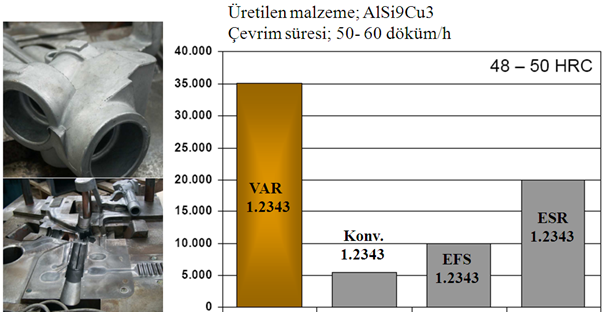
Şekil 5.3. Metal enjeksiyon
yöntemi ile bilgisayar parçası üretimi, üretim yöntemi- kalıp/takım ömrü
ilişkisi.
ESR üretim şekilden de görüleceği
üzere, konvansiyonel yönteme göre neredeyse 4 kata yakın bir performans artışı
ve takım-kalıp ömrü göstermektedir. Böyle bir pozitif durum artışı ise
özellikle metal enjeksiyon gibi hassas ve sıkıntılı olan üretim yöntemlerinde
çok büyük bir avantaj getirmektedir.
Sonuçlar ve İleriye Bakış
ESR ergitme işlemi, takım
çelikleri kadar çok fazla temiz olması öngörülen yüksek sıcaklık servisinde
kullanılacak çelik ve alaşımlar için de uygulanır. ESR yöntemiyle üretilmiş,
temiz bir çeliğin kalitesi, parçanın özellikle enine yönündeki mekanik
özellikleri (haddeleme veya dövme yönüne dik açılarda) bakımından yüksektir. Bu
çeliğin temizliğinin artışı, metal dışı inklüzyonlardan arınmış olasından
kaynaklanmaktadır.
İnklüzyonlardan arınmış bir
çeliğin ise göstermiş olduğu yüksek yorulma özellikleri, çeliği daha çekici
yapar.
Çeliğin ESR işlemleri ile
üretilmiş olması, çelikte segregasyonların büyük ölçüde azalmasını sağlar.
Segregasyonları azaltmak suretiyle yüksek sıcaklıkta kullanılacak çelik ve
alaşımlar için özel bir avantaj olan katılaşma sonrası haddeleme veya dövme
işlemleri kolayca uygulanabilir. Bu tür çeliklerin, gelişmiş sürünme
özellikleri ve azaltılmış çentik hassasiyeti gibi avantajları da vardır.
Özetle ESR yönteminin
karakteristik özellikleri şöyle sıralanabilir:
Minimum segregasyon seviyesi
Optimum ingot yapısı
Minimum sülfür konsantrasyonu
Minimum metalik olmayan kalıntı
miktarı
Yüksek üniform dağılım ve hiç
inklüzyon içermeme
Çok iyi izotropik özellikler
Uygun biçimde ayarlanabilen ingot
ağırlığı
Proses otomasyonları sayesinde
yüksek tekrar üretilebilirlik
Tüm bu üstün özelliklerinden
dolayı takım çelik üreticileri, her geçen gün bu yöntem ile üretimi artırmakta,
araştırma, geliştirme çalışmalarına önem vermekte ve dolayısıyla bu çeliklerin
kullanım alanları artmaktadır.
KAYNAKLAR
[1] Murat AYDIN, Frans MÜLLER, “Vakum
Metalurjisi Yöntemiyle Çelik Üretimi ve Karakterizasyonu”, Aybitak; Bilim ve
İleri Teknolojiler Araştırma Geliştirme, Çelik Teknolojileri Araştırma
Departmanı
[2] “Elektroslag Remelting and Plasma Arc Melting”, National
Materials Advisory Board, Commission on Sociotechnical Systems, National
Research Council, National Academy of Sciences, Washington, D.C,
[3] Ashok Choudhury, “Vacuum Metallurgy”, Materials Park, Ohio,
[4] Ahmet Ekerim, “Elektro Curuf Tekniği İle Çelik ve Döküm
Malzemelerini Arılaştırarak Niteliğinin Yükseltilmesi”,
[5] Ufuk Önemli, “Elektro Curuf Ergitme Prosesi ve Prosesin Modellenmesi”, Yıldız Teknik Üniversitesi
[6] http://products.asminternational.org
[7] http://www.substech.com
[8] http://www.böhler-edelstahl.com
[9] http://web.ald-vt.de
[10] http://www.sms-mevac.com